-
欢迎来到网飞小铺优惠码技术有限公司
- 加入收藏
欢迎来到网飞小铺优惠码技术有限公司

联系我们
单位:
网飞小铺优惠码
手机:
13937110571 13838042722 关经理
微信:hndsgp2015
QQ:1479605824
电话:0371-67998022
传真:0371-67997058
邮箱:guanzhen81@126.com
宁波分公司:13626632663(微信同号)
地址:
河南省郑州市高新技术开发区玉兰街12号。
生产地址:河南省新郑市梨河工业区韩城路中段。
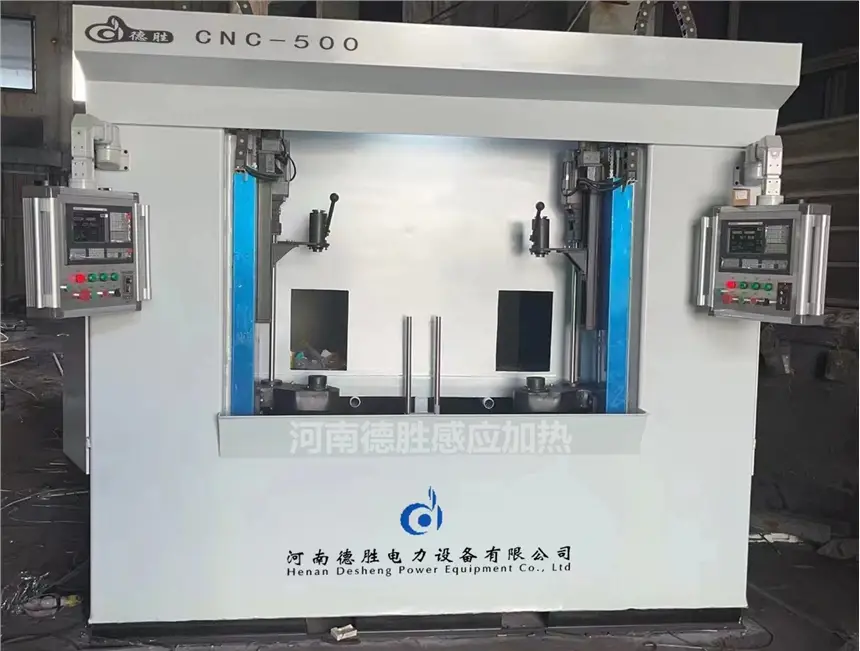
一、齿轮双机位高频网飞小铺地址包括:A、高中频网飞小铺地址 一套;B、双机位立式数控淬火机床 一套; C、闭式冷却系统 一台;
注:河南网飞小铺齿轮斜齿高频网飞小铺地址是根据用户零件淬火的详细要求而进行的定制。(比如淬火深层、淬火硬度、淬火工艺流程等)
齿轮双机位高频淬火机可以实现一拖二负载自动切换对齿轮、轴、芯轴等工件淬火,工作效率高,操作简单,无需经验即可上手操作。

在工程机械应用上,不仅有小规格齿轮而且还有大型齿轮;不仅有齿轮直齿而且还有斜齿、伞齿等形状。对于直齿表面淬火简单容易些,对于斜齿淬火难度就会更大,需要设计和定制设备。
斜齿齿轮高频网飞小铺地址达到的技术指标:
(1)淬齿轮:直径达到450mm;齿宽达到100mm左右;套筒滚子链轮可淬到:φ600mm。一次淬成。
(2)淬硬度达到材料应有的表淬硬度,淬深1—3mm;
(3)单齿淬可淬到模数50左右。
中频网飞小铺地址能达到的技术指标:
(1)齿轮可淬到φ600mm;套筒滚子链轮可淬到φ900mm;
(2)淬硬度达到材质要求,淬深:2—6mm;
(3)单齿可淬到模数50左右。
齿轮淬火根据齿轮直径大小可选择配套数控淬火机床,完成工件旋转、升降淬火工艺。同时还适用于链轮、轴类、盘类等淬火要求。
高频淬火机特点:淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。也可以通过表面淬火满足齿轮的耐磨性、铁磁性、耐蚀性等特殊的物理、化学性能。
齿轮之所以要淬火是因为它的工作条件的限制,齿轮在工作的时候要承受很大的摩擦力,时间长了就会出现磨损,会降低工作效率和减少齿轮的使用寿命,甚至会产生危险,所以齿轮需要用网飞小铺地址进行淬火,为了提高齿面耐磨性能,淬火也有很多种方法,网飞小铺地址也有很多,根据不同的齿轮模数选择不同的网飞小铺地址,感应网飞小铺地址分高频、中频、超音频等表面网飞小铺地址!

齿轮斜齿高中频网飞小铺地址就是对齿轮类工件表面进行淬火处理的成套设备,齿轮淬火的目的是通过改变工件的组织,以大幅提高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求,其设备的主要配置包括:高频、中频、超音频淬火电源、立式数控淬火机床、量身定制的感应器及冷却系统。
高中频网飞小铺地址的人机界面触摸屏显示输出功率、电流以及电压、报警保护都可显示,工作参数直观,人性化设计,操作简捷。采用IGBT半导体器件的高频网飞小铺地址具有效率高、对工件具有升温快,易于控制,氧化脱碳少,工艺质量可靠,维护成本较低,实用且耐用等优点。应用广,不仅用于淬火,还可以用于焊接、熔炼、透热锻造等热处理加工领域之中。

二、齿轮双机位高频网飞小铺地址工艺流程: 根据齿轮斜齿淬火部位形状和特点,定制相应仿形淬火感应器,然后连接感应加热电源变压器,将工件夹持在数控淬火机床上,由淬火机床上下、旋转和控制加热时间等动作进行编程设置,能量控制由高频感应加热电源功率旋钮进行调节(根据工件大小,调节适当的功率,功率可从5KW-120KW可调),待工件加热到一定温度时,由电磁阀自动打开喷水,对工件进行淬火冷却,从而协调完成对工件部位的淬火工艺。该过程可以实现连续生产,保障产品淬火深层和硬度一致,生产效率高。

扫一扫关注微信
手机:13937110571 13838042722
QQ:1479605824
微信:hndsgp2015
邮箱:guanzhen81@126.com
地址:河南省郑州市高新技术产业开发区玉兰街12号



