-
欢迎来到网飞小铺优惠码技术有限公司
- 加入收藏
欢迎来到网飞小铺优惠码技术有限公司

联系我们
单位:
网飞小铺优惠码
手机:
13937110571 13838042722 关经理
微信:hndsgp2015
QQ:1479605824
电话:0371-67998022
传真:0371-67997058
邮箱:guanzhen81@126.com
宁波分公司:13626632663(微信同号)
地址:
河南省郑州市高新技术开发区玉兰街12号。
生产地址:河南省新郑市梨河工业区韩城路中段。
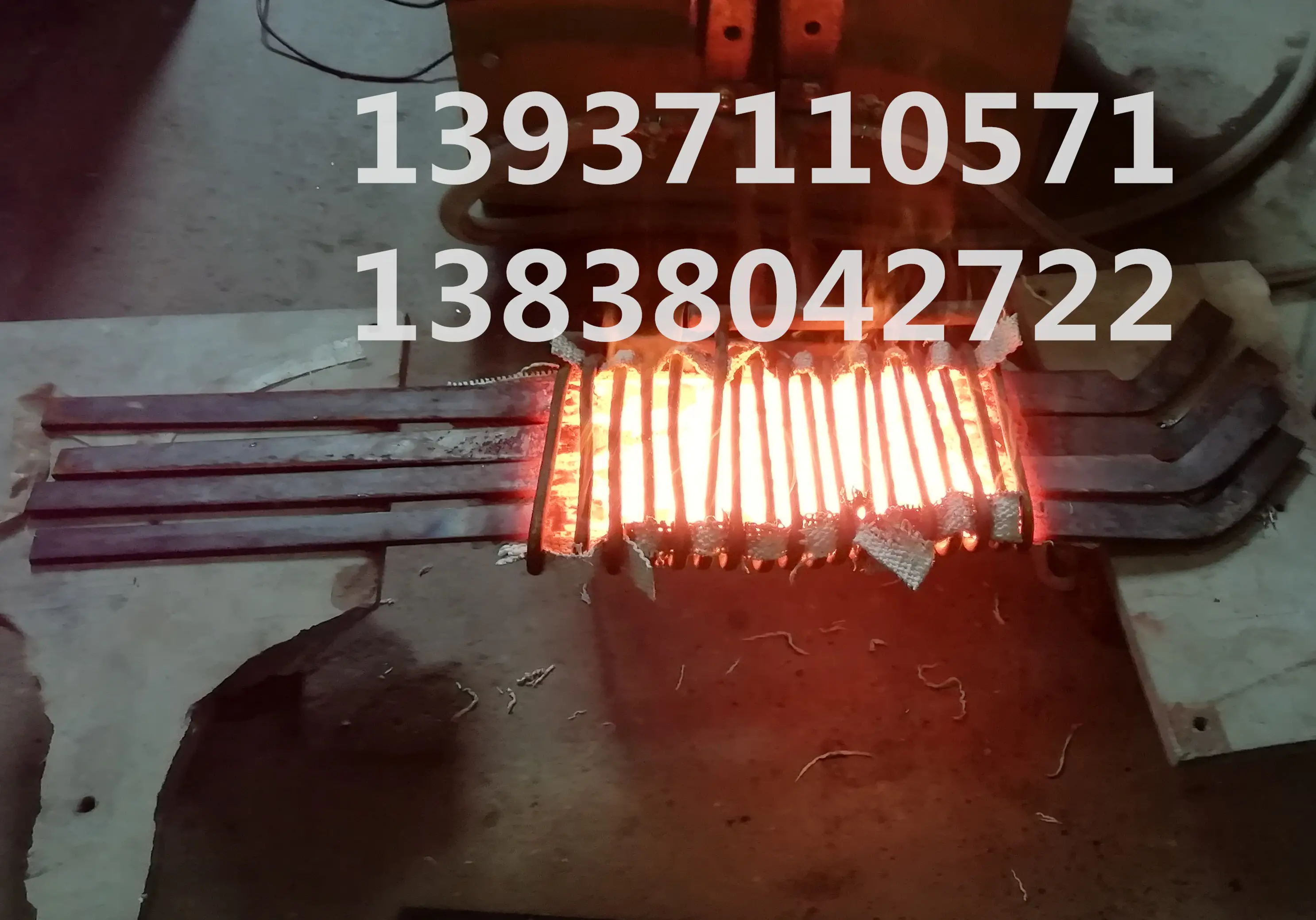
高频、中频、超音频感应加热设备如何最佳发挥功率效能呢?让我么一起了解下吧。
1、河南网飞小铺IGBT感应加热设备之感应器与炉体的阻抗匹配
总体上讲,阻抗匹配就是让感应加热设备工作在最佳状态,发挥设备的最佳效能。整个设备的功率最终都要通过感应器来对工件进行加热,所以,工件的加热效果和感应器有着密不可分的关系。
工件的加热效果不仅取决于感应器的工作电流大小,还与感应器的形状、匝数,引出铜管的长度,工件的材料、形状等因素直接相关,感应器的设计一般应遵循如下原则:
2.1感应器的形状应根据工件加热面的形状而定,制作原则应使感应部位铜管与工件加热面平行或等距且相邻匝间电流流向一致。
2.2感应器匝数的确定
下列情况宜采用双匝或多匝结构:
⑴、 非铁磁材料,如铜、铝等;
⑵、 工件直径≤20mm;
⑶、 平面加热;
⑷、 利用外磁场加热。

2.3、感应器与工件的间隙调整原则如下:
⑴、小型工件与感应器的间隙应控制在1—3mm为宜;
⑵、较大工件与感应器的间隙按如下原则确定
当功率调节旋钮已调至最大,电流指示也达到最大,但加热速度却很慢,此时应减小工件与感应器的间隙或增加感应器的匝数; 当功率调节旋钮调至最大但电流显示未达到最大电流的一半,此时应增大工件与感应器间隙或者适当减少感应器的匝数。
2.4、对于利用外磁场加热(如平面加热、工件的内孔淬火等)或对于非导磁金属加热,可采用不同形状的铁氧体材料聚磁,可大大提高设备的加热效率。
2.5感应器的引出长度不宜过长,过长将加大设备的损耗。
2.6、由加热方式决定感应器形状,当加热效率低时可以考虑选择功率大的设备。

3、感应器的制作
⑴、材料选用直径Φ5以上(壁厚1mm以上)的紫铜管,直径大于10mm的铜管最好选用方铜管;
⑵、将铜管先进行退火处理,然后将一端堵上,从另一端灌入干燥的细沙或铅液;
⑶、根据所设计的感应器形状逐渐弯曲敲打成形,敲打时最好用木质或橡皮锤进行,以伤到铜管的内径,致使通水不畅而损坏;
⑷、弯制好后,用铜管敲打感应器将细沙抖出,灌铅液的应将感应器加热至铅熔化后将铅液全部倒出,检查感应器是否通气。对于多匝结构的感应器,为防止感应器匝间短路,应套上耐高温的绝缘材料(如玻璃导管或玻纤带等),与设备连接的电接触部应将表面氧化层打磨干净。
河南网飞小铺是专业从事于IGBT高频、中频感应加热设备的生产厂家,了解更多详情产品和信息,请拨打我们的服务热线:13937110571(微信同号)或者13838042722,在线QQ/微信号/抖音号:1479605824,火山号:597126284,河南网飞小铺真诚欢迎您到我公司考察洽谈业务,一站式采购,一条龙服务,一次握手,终生朋友,厚德载物,胜在共赢。

扫一扫关注微信
手机:13937110571 13838042722
QQ:1479605824
微信:hndsgp2015
邮箱:guanzhen81@126.com
地址:河南省郑州市高新技术产业开发区玉兰街12号



